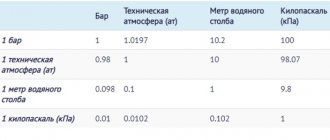
What is a foreline pump?
The fore-vacuum pump is an inseparable part of absolutely any system. It pumps out the required volume to medium and low levels, while maintaining outlet pressure. The volume of the forevacuum chamber and power affect the speed of operation.
The foreline pump has a long service life
The pump can be dry or oil. Oil cooling in pumps makes them the most popular in use.
The newest structure allows you not to worry about the rapid contamination of the device with oil vapors; a check valve during operation prevents the release of oil. And the inlet and exhaust filter make the process even cleaner. As they improved, fore-vacuum pumps began to be invented without contact between oil and gaseous medium. They are also called dry.
Forevacuum pumps are:
- Spiral;
- Synthetic;
- Diaphragmatic;
- Rotary;
- Claws.
The implementation of such pumps is complex, so they are much more expensive. The shortcomings that oil pumps had were eliminated. But their maintenance requires more careful and frequent disposal and oil changes. Also, some oils cost much more than the pump itself. This is quite unprofitable. All the variety of dry pumps is due to the fact that there is no one optimal option that fits everywhere. Each pump is designed for its own purpose. Every year their improvement increases. But their main drawback - extremely low pressure - still remains. However, the problem can be solved by installing a second booster vacuum pump.
Vacuum pumps. Liquid ring vacuum pumps
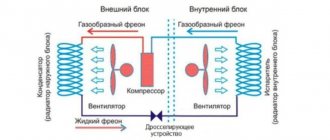
A plunger vacuum pump is a type of mechanical vacuum pump that is capable of compressing gases to atmospheric pressure. Such a device has a device similar to a double-acting piston compressor. The main difference is that a plunger vacuum pump has a higher compression ratio.
Image 1. Plunger pump.
On the left is the initial stage, 2 positions in the center are the intermediate stage, on the right is the final stage
The plunger includes a cylindrical part that surrounds the eccentric and a hollow rectangular part that moves freely in the hinge groove. When the flat part of the plunger rotates, the hinge also rotates freely in the pump housing seat. This plunger is equipped with a channel through which gas enters the pump chamber from the cavity being pumped out. The entry of a counter flow of gas into the inlet part of the pump is limited by preliminary closing of the inlet when the spool moves. There is also the possibility of reducing waste space. The tightness of the contact between the rotor and the cylinder in pumps is ensured by the fact that a thick layer of oil is formed in the wedge between the rotor and the cylinder.
Mechanical vacuum pumps pump out volume starting from atmospheric pressure. Due to the fact that the pumped gas is released into the atmosphere, relative to mechanical vacuum pumps such characteristics as the highest operating pressure, as well as the highest start-up and release pressure are not used. The key characteristics of mechanical oil seal vacuum pumps are:
- maximum residual pressure;
- speed of action.
Mechanical vacuum pumps
A mechanical vacuum pump is a gas removal unit that is used to obtain/maintain pressure below atmospheric in containers from which the working fluid is pumped out at certain intervals with a certain composition and amount of gas flow.
The operation of such a pumping unit is based on the fact that gas moves as a result of the mechanical movement of the working parts of the pump, thereby performing a pumping action. The volume that is filled with gas is cut off from the inlet and moves to the outlet. The gas is systematically promoted to the outlet of the pumping unit as a result of a momentum impulse that is transmitted to the gas molecules.
In accordance with the design features and method of operation of this type of pump, seven types of pumps are distinguished (screw / diaphragm / piston / rotary vane / spool / roots / scroll). Depending on the type of working fluid, mechanical pumps can be molecular (operate due to the flow of molecules of a substance) and volumetric (operate due to the laminar flow of a substance). Mechanical vacuum pumps are differentiated according to the level of vacuum concentration (high, low, medium). In addition, this type of pump is divided into those that can operate without lubricant and with lubricant.
This type of pumping units is used in a variety of industries: chemistry, metallurgy, electronics, food industry, medicine, astronautics. Mechanical vacuum pumps are also used in a wide variety of industrial installations, as well as in technical processes (for example, metal remelting, thin film deposition, simulation of space conditions, etc.).
Due to the growing need for pumping units, mechanical vacuum pumps are continuously being improved and developed, and pumping units with improved performance are being developed.
The operating speed of such pumps does not depend on the type of gas being pumped out. The residual pressure depends on the design of the pumping unit and the properties of the working fluid. The working fluid is usually oil, which has a list of necessary characteristics:
- low acidity;
- viscosity;
- good lubricating properties;
- low saturated vapor pressure in the pump operating temperature range;
- low absorption of gases and vapors;
- stability of viscosity with temperature changes;
- high strength of a thin (0.05–0.10 mm) oil film, capable of withstanding a pressure difference in the gap equal to atmospheric pressure.
The stability of the characteristics of mechanical vacuum pumps depends on the size of the gaps between the surfaces, the number of these gaps, as well as the quality of the oil lubricating the rubbing surfaces.
The plunger vacuum pump can be equipped with a bypass device to increase efficiency. Bypass devices may differ in design. Their function is to equalize the pressure on both sides of the piston at the end of the piston stroke.
Image 2: Vacuum pump cylinder equipped with bypass ports
In the absence of these channels, the remaining compressed gas from the harmful space expands as the piston moves from left to right. In this case, the remaining compressed gas has a pressure level p2. Curve ea1 up to suction pressure p1 and p1 and λ0=V1/V. In a vacuum pump, when the piston is in the extreme left position, the remaining gas moves into the right cavity of the cylinder, where the pressure is equal to p1. The pressure in the harmful space drops from p2 to pв, and the remaining gas expands along the fa curve. Suction begins at the very beginning of the piston stroke (λ0=(V'1/V)>λ0). A similar process occurs when the piston moves in the opposite direction (from right to left). As a result, the volumetric efficiency increases from 0.8 to 0.9 λ0.
The presence of harmful space is the reason why a piston vacuum pump is not capable of creating an absolute vacuum and has a theoretical limit to this value, which corresponds to a certain residual pressure ppr. The value of ppr in the absence of a bypass is greater than in its presence.
If the vacuum pump operates continuously, then the volume of sucked gas is equal to the volume of process gases emitted into the atmosphere and the volumes that are sucked in from the outside through leaky areas do not change over time. The power indicator on the vacuum pump shaft is also not subject to change. It should be noted that this parameter is several times higher for machines equipped with a bypass, because the expansion work of the bypassed amount of compressed gas is lost.
Features of water ring equipment
This type of pump is designed to create an aqueous environment with the required level of gas pressure. Centrifugal forces form the work of the pump, pumping out gas due to the formation of a ring. And through the ring, low pressure appears inside.
A liquid ring pump is an apparatus consisting of a cylinder-shaped drum with a span for inlet and outlet.
There is a sealing ring from which purified steam comes out during operation. When the rotor starts, the water is pressed against the cylindrical “shell”, a cavity (loose vacuum) is formed, shaped like a sickle. This type of pump is very popular.
From time to time, water ring equipment should be serviced by replacing worn parts.
They have a number of advantages:
- Unpretentious design;
- Strength;
- Cheap repairs;
- Reliability;
- Economical.
Repairs are done quite rarely, because the elements do not come into contact with each other, and parts do not wear out. Valves, which most often need repair, are missing, as are gears. Rotor bearings need lubrication as they interact with water. There is a risk of breakage only if the sealing ring is neglected. But in general, a liquid ring pump is economical and reliable.
How to choose a vacuum pump
When choosing equipment, the characteristics of the vacuum pump are studied - power, productivity, residual pressure. The scope of application of the device, its type, size and weight, and the amount of oil consumed are taken into account. It is worth paying attention to the presence of safety systems and check valves. This will allow you to buy equipment that will cope with the assigned tasks and will not require unscheduled maintenance.
Purpose
Equipment of this type is used in the food industry for packaging products and servicing refrigeration equipment. The equipment is used in the repair of household and automobile air conditioners. During work in these industries, internal parts come into contact with harmless media - air, inert gases, water vapor.
When used in sewerage systems, technological lines of chemical and pharmaceutical enterprises, working elements come into contact with aggressive substances. In this case, you need to choose equipment that is made using chemically resistant materials. To work in explosive gas environments, it is necessary to use devices in an appropriate design - with casings that prevent the possible spread of sparks during operation of the electric motor.
Pump type
The most common devices are vane-rotor models. They produce oil-lubricated and dry versions. Oil ones have a simple design, low price, but require regular maintenance. Dry ones provide a clean vacuum, but are not able to achieve low residual pressure.
Models with a water ring operating principle are effective when pumping contaminated media. The equipment has a low price, but requires a large amount of energy, which reduces the profitability of the application. Membrane devices operate quietly, provide deep vacuum, are reliable and compact in size. The disadvantage of gadgets is their low performance, which makes them relevant for use in research and educational laboratories.
Power and performance
One of the main operating parameters is the power of the installed electric motor, which affects the pumping speed. In industry, equipment from 0.5 to 12 kW is used. When choosing, you need to take into account that powerful motors consume more electricity.
Productivity – the speed of pumping out a medium from a container of limited volume. Depends on the design features and the power of the electric motor. To carry out repair work, units pumping out 30-40 cubic meters are sufficient. at one o'clock. At production enterprises, models with a capacity of up to 40,000 cubic meters are installed. at one o'clock.
The best drainage pumps
Advantages of a membrane type unit
This type of pump is used when pumping solutions and liquids that have different viscosities and aggressiveness. They are distinguished by the absence of an engine. The paint and varnish, food, and oil refining industries will not be able to do without such a pump for a day.
The main components are 2 membranes, combined with a rod in the middle of a pair of disks.
When working with powerful pumps, safety rules must be observed.
Air enters first into one chamber, then into another, carrying out a centrifugal cycle of actions, which then return. The valve spool redistributes the medium. The liquid is distributed in the following order: intake manifold - working chamber - exhaust manifold.
What are the advantages of diaphragm (membrane) pumps:
- There is no need to repair parts, since wear does not occur;
- Reliable, simple design;
- Eliminates the formation of sparks, reliability when working with flammable materials;
- If adjustments are necessary, only the air supply volume should be changed.
Impurities do not get inside due to the high level of tightness of the device. They are used in areas where leakage is prevented and sterility is maintained. These are the chemical and food industries, laboratory research, medicine, and printing. The device is completely safe for both animals and people, which is why milking machines are equipped with them. The advantages are considered silent, low energy consumption and compactness.
Device in a diesel engine
The diesel engine includes a rotor, the blade of which divides the space into 2 parts. When the rotor rotates, which is not located in the center, the working space on both sides either decreases or increases.
Often used to lower the temperature of certain engine components.
The oil passes through a special channel, covering and sealing the blades. And for the pump to serve well, you need a connection diagram and the right choice.
The main selection criteria are:
- Maximum outlet pressure;
- Good starting pressure;
- High degree of productivity.
The diesel engine has good efficiency.
Individual mechanisms are not suitable for releasing gases into the atmosphere after pumping, so a forevacuum is created for them. The maximum pressure needs to be measured in a tightly closed container. Maximum outlet – high pressure. The species mentioned are measured in Pascals. Also, during the purchase, you need to take care of the size, pumping stages and their number, engine power, number of revolutions.
Vacuum pumps for climate chambers
The situation is similar with this type of equipment. Vacuum pumps for climatic chambers are selected depending on the type of technical process being performed, as well as modifications of the equipment used.
As a rule, domestic compressors are used to equip installations: AVZ, NVR, VVN. They differ in power and performance. To create a forevacuum, additional types of units are used.
Rotary vane vacuum pumps
The installations are characterized by average productivity. Rotary vane vacuum pumps have another name – vane pumps. They are classified as self-priming volumetric type systems. They are designed for pumping liquids that have lubricating properties.
The working body of the equipment is represented by an eccentrically located rotor. It has longitudinal radial grooves. They are equipped with flat plates called gates. It is for this reason that the equipment is called vane compressors.
When the rotor rotates, the plates come into contact with the inner walls of the housing. They enter and exit the rotor. During operation of the unit, a vacuum occurs on the suction side. The pumped working substance fills the space. After passing through the rotor plates, it is forced out through a pipe.
Types of high vacuum pumps
This type of pump is designed to release pressure. The principle of operation may differ when working with a foreline pump, which provides the proper level of vacuum.
There are several types of pumps:
- Cryogenic;
- Magnetic discharge;
- Turbomolecular;
- Diffusion.
Diffusion pumps are used in excavations, creating instruments, alloying various metals, and storing medical supplies. The cryopump is the simplest of all the others. It does not have a liquid medium, so the possibility of contamination is excluded. And also it has a minimum cost, producing the highest quality work. The main condition for the operation of a magnetic discharge pump is that titanium is sprayed with gas in equal quantities.
The operating principle of the vacuum pump is shown in the illustration
The main mechanism for pumping out inert gases is the entry of ions into the cathode material.
To maintain a high vacuum, a turbomolecular pump is used. The speed of the pump is determined by the pumping speed. Power and friction increase due to increased pressure. Reliability increases by preventing surface shells from appearing. The drive is controlled by a controller.
Factors that indicate the correct operation of the vacuum pump
There are two necessary actions that absolutely any vacuum pump must perform. He must:
- Create a vacuum of a given depth while pumping out the gas element from the required space without interruption;
- Complete the first step in a clearly defined time.
If any point is not fulfilled, it will be necessary to connect an additional pump. For example, if the pressure of the required volume was not provided within a given period of time, a forevacuum type pump is connected. It allows you to reduce the pressure in the required amount to ensure a working atmosphere. This principle is similar to a serial connection. If the required pumping speed has not been obtained, it is necessary to connect a pump capable of creating the required vacuum at high speed. This type of operation is comparable to a parallel type connection.
The size of the depth created by the vacuum is affected by the tightness of the working atmosphere. It is provided by pump components, or rather by a special type of oil. Oil allows you not only to make the gaps tight, but also to close them tightly. A pump that is capable of creating a vacuum and has such a design is considered an oil pump. A dry pump is one that provides operation without oil. Dry pumps are more common in use because they do not require special maintenance.
The operating principle of a vacuum pump varies, as each type works differently. You can read more about the types about Types of vacuum pumps.
Let's look at the three most popular types of vacuum pumps used in production.
Operating principle of the unit and scope of application
Chamber pressure and volume are the leading components of the actions of this type of pump. In the event of a malfunction, the space may be filled with gas at a pressure below atmospheric. Molecules, whether gaseous or liquid, are invariably directed towards areas of low pressure. When taking gas medium, a fore-vacuum pump should be connected. If the device reduces pressure, but without the required speed, you can connect an additional unit. Replacement occurs if the new mechanism provides the required volume of vacuum and has the required characteristics.
There are a number of conditions:
- Resistance to aggressive environments;
- The unfavorable environment will not mix with air or gas.
The use of liquid ring and hydraulic pumps together creates high performance and productivity. They save energy. And the pumping station uses them, ensuring the operation of large pumps.
A liquid ring pump used according to the standard scheme is completely unsuitable for pumping out toxic gas.
With drying and dehydration functions, the vacuum pump is widely used in the pharmaceutical and food industries. This could be pumping out air or drying skin, eliminating impurities in metallurgy, or producing materials. Such equipment is also used in the oil and gas and chemical industries, and agriculture.
If you do not have experience, it is not recommended to repair the pump yourself.
Installation of refrigeration devices is also not complete without the use of a vacuum pump. Sometimes we encounter it in everyday life: packaging products, saving space when sealing by lowering air, creating traction in various designs. Vehicle operation also requires the presence of vacuum pumps, for example to enhance steering or braking. And the electric vacuum type of equipment is necessary for the braking system of the car.
Types of vacuum pumps and their characteristics
Diffusion pumps
The main advantage of a diffusion pump is reliability. This equipment is not capricious at all; it can pump out almost any gas. Has high resistance to external factors.
But be prepared that this pump will consume a lot of energy. Another disadvantage is that oil vapors can get into the pumped volume.
Diffusion pumps are suitable for wood processing and packaging of various products. This equipment is also well suited for the manufacture of electrical appliances and coating.
A diffusion pump is a simple means of creating a high vacuum.
Diaphragm pumps
Diaphragm pumps have many advantages: they are very compact and do not require frequent maintenance. This equipment produces little noise and is, in principle, completely harmless to people around it. And do not forget about the high tightness of this type of pump. But membrane equipment has a disadvantage - low productivity.
This product will find application in various fields: medicine, printing and food industry. Since these industries often use harsh chemicals, diaphragm pumps are a great option because they have chemical-resistant parts.
Turbomolecular pumps
Turbomolecular pumps are universal. This product has a wide range of operating pressures, so it is suitable for work in different areas. And the main advantage of this equipment is installation in any position. However, such pumps are characterized by complex design.
This pump is often used in thin film coating deposition, semiconductor industry and laboratory research.
Turbomolecular pumps provide vacuum without oil impurities and work great when pumping aggressive gases. Because of these properties, they are used in the listed industries.
4. Progressive screw pumps
Screw pumps have important qualities: stability, smooth operation and high performance. Also, the simplicity of the design and pumping of aggressive gases make it possible to positively evaluate the capabilities of this type of pump.
The only drawback of this product is the high price. Screw type pumps are used in almost all areas of production.
Rotary vane pumps
Rotary vane pumps are very reliable and stable during the working process. Another very important quality is that the pumps do not produce harmful emissions into the atmosphere. This type of pump does not require the use of lubricant. Some of the main disadvantages are the high price and strong heating during long-term operation. In addition, this type of pump has a short service life of the rotor blades.
Rotary vane pumps are actively used in the radio engineering and chemical industries, and in oil production.
Scroll pumps
Scroll pumps are very compact and have a simple design with an equally simple maintenance scheme. This product will withstand heavy loads and long work. In addition to all these advantages, spiral pumps are environmentally friendly and do not allow harmful emissions to enter the environment.
This type of pump is expensive and is completely unsuitable for explosive gases. But it copes well with pumping media with a high content of water vapor.
Scroll pumps are useful in the chemical industry and in the production of various electronics.
Lobe pumps
Lobe pumps have high performance and do not require regular maintenance. This pump will last a long time and will not waste much energy. Has no wearing parts. But it produces a low level of vacuum, which is a disadvantage of cam pumps.
This product is often used in the transportation and supply of high-viscosity materials. Finds its application in the food and chemical industries. Lobe pumps produce a continuous and smooth flow - this is the main advantage of these pumps.
In this article, we examined the main points in choosing vacuum questions, got acquainted with their varieties, and assessed the advantages and disadvantages of each type.
Main differences from the compressor
The differences between a vacuum pump and a compressor are as follows:
- Atmospheric and received pressure are not capable of having a difference greater than 760 mmHg.
- The reduction in air mass as it enters as the vacuum level increases while the compressor has constant efficiency and pressure.
- The pump passes a much smaller amount of air with increasing pressure, and the heat dissolves inside the mechanism, so vacuum equipment does not have difficulties in removing heat.
A vacuum pump transforms mechanical energy into pneumonic energy by pumping out air. The pressure percentage decreases. The amount of gas pumped out affects the rate of work done. The steps taken are similar to air compressors, but the ejection of air from a closed volume is eliminated. The main difference between these two devices is the output of an “absorbing” line of pressure less than atmospheric, which almost disappears with a vacuum of a higher stage.
If the unit is discharged, there is no need to rush to seek the help of specialists. It is possible to repair a house or create a new pump, for example, from a car pump. And the correct connection of the unit will definitely ensure a high level of operation.
Vacuum pump rating
When compiling the review, experts studied the features of devices from brands that are present on the domestic market. Technical features and compliance of the declared characteristics with data obtained during practical use were analyzed. User reviews, opinions of technologists and equipment installers were taken into account. The main attention was paid to the following parameters:
- Power – affects performance;
- Residual pressure - the purity of the vacuum depends on the indicator;
- Productivity – volume of pumped air;
- Type – plate, rotary, water ring, membrane models are produced.
Overheating engines, unstable operation, shortage of spare parts - devices with such defects were excluded from our rating.